-
1 заусенец (в прокате черных метеллов)
заусенец
Дефект поверхности, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > заусенец (в прокате черных метеллов)
-
2 царапина (дефект поверхности в прокате черных металлов)
царапина
Дефект поверхности, представляющий собой углубление неправильной формы и произвольного направления, образующегося в результате механических повреждений, в том числе, при складировании и транспортировании металла.
[ ГОСТ 21014-88]Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > царапина (дефект поверхности в прокате черных металлов)
-
3 заусенец (в прокате черных метеллов)
заусенец
Дефект поверхности, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > заусенец (в прокате черных метеллов)
-
4 царапина (дефект поверхности в прокате черных металлов)
царапина
Дефект поверхности, представляющий собой углубление неправильной формы и произвольного направления, образующегося в результате механических повреждений, в том числе, при складировании и транспортировании металла.
[ ГОСТ 21014-88]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > царапина (дефект поверхности в прокате черных металлов)
-
5 заусенец (в прокате черных метеллов)
заусенец
Дефект поверхности, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > заусенец (в прокате черных метеллов)
-
6 царапина (дефект поверхности в прокате черных металлов)
царапина
Дефект поверхности, представляющий собой углубление неправильной формы и произвольного направления, образующегося в результате механических повреждений, в том числе, при складировании и транспортировании металла.
[ ГОСТ 21014-88]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > царапина (дефект поверхности в прокате черных металлов)
-
7 давление
давление с. на выходе Ausflußdruck m; Ausgangsdruck m; Austrittsdruck m; Druck m am Ausgang; Hinterdruck mдавление с. на единицу площади Einheitsdruck m; Flächenpressung f; Formänderungswiderstand m; spezifischer Druck mдавление с. на единицу поверхности Flächenpressung f; Formänderungswiderstand m; spezifischer Druck mдавление с. торможения Gesamtdruck m; аэрод. Kesseldruck m; Ruhedruck m; ruhender Druck m; аэрод. statischer Druck m -
8 утяжка
1) Engineering: contraction (в вершине трещины), pulling-down (при прокате фланцевых сечений), tightening (металла при чрезмерном натяжении)2) Metallurgy: pulling-down (при прокатке фланцевых сечений), tightening (при чрезмерном натяжении)3) Welding: shrinkage cavity (Внутренний дефект сварного шва)4) Roll stock: pulling down (фланцевых сечений) -
9 утяжка
( в вершине трещины) contraction, ( при прокате фланцевых сечении) pulling-down, ( металла при чрезмерном натяжении) tightening -
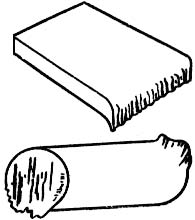
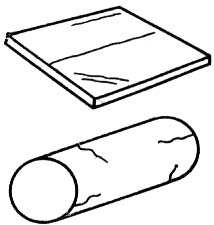
10 Раскованная трещина
- Ausgewalzter Rifl F. Rolled crack F. Fissure lamince
5. Раскованная трещина
Иди. Горячая трещина
D Ausgcschmiedeter Rifi F. Forged crack F. Fissure forgee
6 Раскатанная трещина
Ндп. Горячая трещина
D. Ausgewalzter Rifl F. Rolled crack F. Fissure lamince
Дефект поверхности, представляющий собой разрыв металла, образовавшийся при расковке продольной или поперечной трещин слитха или литой заготовки и заполненный окалиной
Дефект поверхности, представляющий собой раэрмн металла. образовавшийся при прокате продольной или поперечной трещин слитка или лигой ззготог.ки и заполненный окалиной
Примечание к пп. 5 и 6 Па мн-крошлнфе стсики дефекта покрыты окалиной н обезуглерожены Разрыв металла может быть раэоствлсн
Источник: ГОСТ 20847-75: Прутки, полосы и профили горячекатаные и кованые. Дефекты поверхности. Термины и определения оригинал документа
Русско-немецкий словарь нормативно-технической терминологии > Раскованная трещина
-
11 Theft Damage Waiver
Универсальный русско-английский словарь > Theft Damage Waiver
-
12 плена
1) General subject: blister (в листовом железе), skin (при прокате)2) Naval: spill4) Construction: blister (в лис/повой стали)5) Metallurgy: chink, scab (дефект слитка), seam, shell (оставшаяся после прокатки), surface lamellation6) Drilling: flaw (в металле или отливке)7) Automation: scab (дефект проката)8) Quality control: crack, flaw (в металле), pin hole9) Makarov: shell (дефект проката) -
13 промежуточная страховка
1) General subject: Gap Insurance (Страховка, оформляемая при прокате автомобилей и покрывающая “промежуток” или разницу между стоимостью автомобиля и задолжностью по его прокату в случае его полного уничтоже)2) Mountain climbing: intermediate protectionУниверсальный русско-английский словарь > промежуточная страховка
-
14 закатывать
1. < закатать> einrollen, einwickeln; F hochkrempeln; glattwalzen; P abschieben; Augen verdrehen; P davonrollen; verpassen, e-e langen; abziehen; steigen lassen; Reden schwingen;2. < закатить> rollen v/t; закатываться rollen; untergehen; fig. zu Ende gehen; ausbrechen (Т in A); losschmettern; P sich davonmachen* * *зака́тывать1. <заката́ть> einrollen, einwickeln; fam hochkrempeln; glatt walzen; pop abschieben; Augen verdrehen; pop davonrollen; verpassen, eine langen; abziehen; steigen lassen; Reden schwingen;2. <закати́ть> rollen v/t;зака́тываться rollen; untergehen; fig. zu Ende gehen; ausbrechen (Т in A); losschmettern; pop sich davonmachen* * *зака́тыва|ть1. (во что-л.) einrollen, einwickelnзака́тывать брю́ки die Hosen hochkrempelnзака́тывать глаза́ die Augen verdrehenзака́тывать сце́ну [ или исте́рику] перен разг eine Szene machen2. (рукава́) hochkrempeln* * *v1) gener. aufkrempeln (рукава, брюки), aufrollen, einrollen, verschließen (консервные банки), krempeln2) colloq. einwickeln3) eng. bordieren, bördeln, rollen, wickeln, einwalzen (при прокате)4) chem. luftdichten (банки)6) textile. würgeln7) food.ind. einrollen (консервные банки), zuschließen, schließen -
15 прокатка контролируемая
прокатка контролируемая
КП
Под контролируемой прокаткой понимается производство горячекатаных изделий с регламентацией основных параметров: температуры начала и конца деформации, ее степени и дробности, скорости последеформационного охлаждения. При этом марки сталей и технология привязаны к имеющемуся оборудованию и сортаменту изделий. Контролируемая прокатка — горячая прокатка преимущественно конструкционных феррито-перлитных сталей по регламентируемым температурно-деформационным режимам для формирования в готовом прокате мелкозернистой структуры с упорядочением распределенных дефектов кристаллической решетки, обеспечивающим повышение предела текучести, снижение температуры вязко-хрупкого перехода и улучшение свариваемости. Применяют две основных технологических схемы контролируемой прокатки: низко- (НТКП) и высокотемпературная (или «рекристаллизац.») контролируемая прокатка (ВТКП). НТКП была разработана в 1970-х гг. и внедрена на многих металлургических фирмах Германии, Японии и США при производстве толстолистового проката для магистральных газопроводов большого диам. В 1980-х гг. НТКП толстолистового проката была освоена на ряде металлургических заводов России и Украины. НТКП осуществляется как правило на реверсивных станах и включает три стадии многопроходной горячей деформации с регламентированными разовыми и суммарными обжатиями: выше температуры рекристаллизации аустенита, когда при повторной рекристаллизации происходит измельчение зерна аустенита, в интервале (наклеп аустенита) и вблизи точки Лг (наклеп и полигонизация феррита) с последующим охлаждением со скоростью до 15-20 °C/с. Причем для НТКП были разработаны специальные малоперлитные микролегированные Mb, Ti и/или V стали (типа 10Г2ФБТ). В результате было достигнуто резкое повышение (на 100-150 МПа) прочности и особенно вязкости горячекатаного проката при отрицательных температурax (при испытании DWTT при -20 °С доля вязкой составляющей более 80 измельчение зерна феррита и дисперсионное упрочнение вследствие выделения мелкодисперсных карбидных частиц, которое интенсифицируется низкотемпературной конечной горячей деформацией. Однако необходимость значительных разовых обжатий (до 20) при пониженных температурax окончания горячей деформации (700-780 °C) обусловливает большие нагрузки на валки чистовых клетей, что требует применения для НТКП специализированных прокатных станов и соответственно сужает области применения этой технологии, в частности для сортового и фасонного проката. Структурно-технологические принципы ВТКП в условиях горячей прокатки с окончанием деформации при режимах, близких к режимам прокатки на серийных непрерывных листовых и сортовых станах горячей прокатки, были разработаны в России и в зарубежных странах (США, Японии др.) в 1980-х гг. Эти принципы базируются на фундаментальном положении фазовых превращений в Fe-C сплавах о том, что мелкозернистую ферритно-перлитную структуру в горячедеформированной стали можно получить в результате γ-α-превращения как перекристаллизованного деформированного (наклепанного) аустенита, так и повторно рекристаллизованного аустенита, если в нем сохраняются достаточно мелкое зерно. Это условие обеспечивает карбонитридное микролегирование (Ti, V, Al, N) стали, при котором в горячедеформированном аустените выделяется дисперсные карбонитридные фазы, препятствующие росту зерна при повторной рекристаллизации преимущественно по «барьерному» механизму. ВТКП в России наиболее полно реализована на ОАО «Нижнетагильский металлургический комбинат» для производства массовых видов проката (фасонные и угловые профили) повышенной прочности и хладостойкости из микролегированных сталей типа 18САТЮ и 12ГСАФТЮ.
[ http://www.manual-steel.ru/eng-a.html]Тематики
Синонимы
- КП
EN
Русско-английский словарь нормативно-технической терминологии > прокатка контролируемая
-
16 азотирование
азотирование
1. ХТО с насыщением поверхностного слоя стали, чугуна и сплавов тугоплавких металлов азотом при 500—1200 °С. Наиболее широко в промышленности применяется а. стали. Азотиров. слой толщиной, как правило, <1 мм приобретает в результате образования в нем дисперсных нитридных фаз высокую твердость без к.-л. дополнит. обработки, а размеры стальных изделий после а. изменяются мало. Поэтому азотируют готовые стальные изделия после окончательной ТО (улучшением) и чистовой механич. обработки (шлифования). А. стальных изделий может вестись в газ. (частично диссоциированный NH3 обычно с добавками N2> СО2 и О2) или жидкой (расплав NaCN или KCN) средах при 500-600 оС. Для ускорения процесса и снижения хрупкости азотиров. слоя газовое а. чаще выполняют сначала при 500— 520 °С, а затем при 560-600 оС. Для газ. а. используют в основном колпаковые печи с электрообогревом и принудительной вентиляцией, с герметически закрытым металлическим муфелем (ретортой), а для жидкостного а. — герметичные соляные ванны. Более эффективен разработанный в последние годы процесс ионного а. в разреженной азотсодержащей среде между катодом (деталью) и анодом возбуждается тлеющий разряд, и ионы азота, бомбардируя поверхность катода, нагревают ее до темп-ры насыщения. Темп-ра А. 470-580 оС, разрежение 0,13-1,3 кПа, рабочее напряжение от 400 до 1100 В, продолжительность а. - от нескольких минут до 24 ч. В качестве азотсодержащих газов применяют NH3, N2 и смесь N2 с Н2. Ионное а. ведут в две стадии: очистка поверхности катодным распылением и собственно насыщение.Обычно для а. применяют стали, легир. нитридообразующими элементами — Аl, Сг, Мо. В таких сталях азотир. слой имеет большую твердость (НУ 1100-1200), чем в углеродистых сталях, и менее склонен к потере твердости при нагреве. А. применяют для повышения: твердости и износостойкости; усталостной прочности; сопротивления коррозии стальных изделий.
2. Насыщение жидкого металла азотом путем присадки азотир. ферросплавов, органич. азотсодержащих вещ-в, продувки или обдува азотсодержащим газом или плазменным факелом. Наиболее широко в промыш-ти применяют а. (от 0,01 до 0,025 % N) микролегир. (Ti, V, Аl), низколегир. (0,10-0,20 % С; 1,3-1,7 % Мn) строит. сталей, так как оно обеспечивает в результате выделения дисперсных карбонитридных фаз при кристаллизации, горячей пластич. деформации и полиморфном превращении формирование мелкозернистого состояния в готовом прокате и, как следствие, повышение его прочности, вязкости и хладостойкости.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > азотирование
-
17 Трудности перевода
Cinema: Lost in Translation (Название к/ф в прокате. США, 2003. Буквальный перевод: "утрачено при переводе")Универсальный русско-английский словарь > Трудности перевода
-
18 трудности перевода
Cinema: Lost in Translation (Название к/ф в прокате. США, 2003. Буквальный перевод: "утрачено при переводе")Универсальный русско-английский словарь > трудности перевода
-
19 корона (металлургия)
корона
1. Верхняя часть рамы формоизменяющего пресса. В гидравлических прессах корона обычно содержит цилиндр, в механических — механизм привода.
2. Форма основы в плоском прокате для обеспечения плоскопараллельности при холодной (горячей) прокатке листа и ленты.
3. Контур на плоской катаной поверхности, где толщина или диаметр увеличиваются от кромки к центру.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > корона (металлургия)
-
20 покупка в рассрочку
покупка в рассрочку
Метод покупки товаров, когда покупатель вступает в обладание ими, как только он уплатил первый взнос их стоимости (взнос, задаток (deposit)), и становится их собственником после выплаты всего ряда согласованных последовательных взносов. Договор о покупке в рассрочку (hire-purchase agreement) отличается от соглашения о продаже в кредит и потребительского кредита (credit-sale agreement and sale by instalments) (или соглашения об отсроченных выплатах (deferred payment agreement)), потому что при этих сделках покупатель становится собственником с момента подписания контракта. Он также отличается от договора о прокате, поскольку в этом случае клиент никогда не становится собственником. Прежде в Великобритании соглашения о покупках в кредит контролировались правительственными инструкциями, определявшими минимальные размеры первого взноса и продолжительность периода полной выплаты цены. Этот контроль был отменен в 1982 г. Продажи в рассрочку также регулировались Законом о продаже в рассрочку 1965 г., но теперь они в основном подпадают под действие Закона о потребительском кредите 1974 г. В соответствии с этим законом покупка в рассрочку рассматривается как сделка, в которой товары даются под поручительство в обмен на периодические выплаты со стороны того, кому они переданы. Он вступает во владение товаром, если выполняет условия соглашения и осуществляет свой опцион на покупку. Покупка в рассрочку часто связана с участием в качестве третьей стороны финансовой компании (finance company). Продавец товаров продает их непосредственно финансовой компании, которая и заключает договор о покупке в рассрочку с клиентом.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > покупка в рассрочку
См. также в других словарях:
Битва при Дьенбьенфу — Первая Индокитайская война … Википедия
Битва при Чиби — Надписи на откосе ск … Википедия
заусенец (в прокате черных метеллов) — заусенец Дефект поверхности, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла. [ГОСТ 21014 88] Недопустимые, нерекомендуемые выступзавал кромкисмятие торца Тематики прокат черных металлов EN burr DE Pressgrat… … Справочник технического переводчика
царапина (дефект поверхности в прокате черных металлов) — царапина Дефект поверхности, представляющий собой углубление неправильной формы и произвольного направления, образующегося в результате механических повреждений, в том числе, при складировании и транспортировании металла. [ГОСТ 21014 88] Тематики … Справочник технического переводчика
Прокатное производство — получение путём прокатки (См. Прокатка) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных… … Большая советская энциклопедия
Вальцы прокатные — (Вальсы, Train de laminoir, Walzenstrasse, rolling train, [металлургия]). Этот важнейший прибор металлургических заводов применяется, подобно молоту, для обработки или придания однородности и формы всяким металлам. Особенно важно применение… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Вальцы прокатные* — или вальсы (Train de laminoir, Walzenstrasse, rolling train, [металлургия]). Этот важнейший прибор металлургических заводов применяется, подобно молоту, для обработки или придания однородности и формы всяким металлам. Особенно важно применение… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Рельс — Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия). Вы можете помочь Википедии, добавив информацию для других стран и регионов … Википедия
Запорожсталь — Координаты: 47°52′10″ с. ш. 35°09′54″ в. д. / 47.869444° с. ш. 35.165° в. д. … Википедия
ГОСТ 26877-91: Металлопродукция. Методы измерения отклонений формы — Терминология ГОСТ 26877 91: Металлопродукция. Методы измерения отклонений формы оригинал документа: 2. Вогнутость Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей… … Словарь-справочник терминов нормативно-технической документации
Чародейки — W.I.T.C.H. Обложка анг … Википедия